
1.FANUC圈纹加工问题解决案例
2018-10-27 18:47:09 点击:
“圈纹”问题是加工过程中较为常见的问题,通常引起此类加工问题原因较多,机械、电机、参数、加工工艺、刀具等都有可能。对于系统来讲,首先要从参数优化的角度来尽量排除或减轻系统参数对于加工质量的影响,但系统并不能完全解决所有问题,仅能在现有机械状况的基础上将参数优化到与之相匹配,使其发挥出更佳性能,无法仅通过系统调试将“圈纹”完全消除。
问题举例:
某最终用户在加工模具时,铣削平面过程中出现明显的“圈纹”,机床厂家技术人员前往进行调整后效果仍旧不理想,加工效果如下图所示:
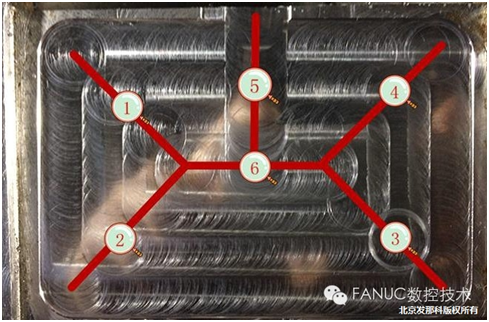
通过工件加工效果可以看出如下特点:
1、在①、③、⑤区域有较深圈纹,②、④、⑥有轻微圈纹。
2、在X向换Y向时圈纹现象较严重,也即Y轴电机启动时圈纹明显。
3、刀具轨迹有明显刀痕。
解决方案:
根据相似案例的经验汇总,解决方案概括如下:
1)、测试各轴频响曲线,排除机械震动过大(TCMD滤波、HRV滤波)
2)、改变速度环、位置环增益,可改善加工效果。
2)、关闭前馈功能,对振纹的改善效果较明显。
3)、增大加减速时间常数,减小高速高静参数对于改善振纹也较明显。
4)、优化工艺,逆铣改为顺铣,利于排屑,从而可以提高表面光洁度。
6)、减小或增大切削用量(主轴转速、进给速度、背吃刀量),可明显改善加工效果。
5)、可以将CMR扩大10倍,提高检测精度,提高加工精度,通常该方法对问题的改善效果不是很明显。
7)、此外,加工程序的合理性以及刀具的切削性能、刀杆抗震性、切削液的润滑和除屑性能、夹具的安装对加工纹路影响也较大。
8)必要时,可以使用Servo Guide对加工时TCMD及位置反馈进行实时在线检测,检测加工过程中是否有强烈震动。
解决过程:
1、对机床进行伺服优化,消除机床共振和圆弧过象限凸起,保证机床平稳运行,但经过测试,发现效果不明显。
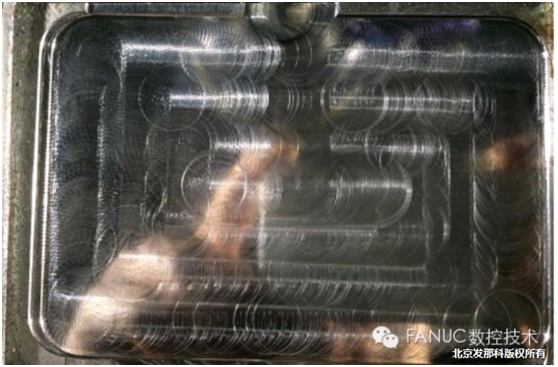
2、取消前馈并降低系统速度环和位置环增益,测试发现效果明显,同时配合对高速高精参数反复调整,试切最终效果如下图所示:

3、进一步调整拐角减速、插补后加减速时间常数等参数,加工表面质量进一步提升但效率下降客户不能接受。
4、优化加工工艺,将加工程序进给速度由600增大至900,主轴转速适当增大,加工工件效果略微有所改善,建议用户可以对工艺进行改善。
5、排查外围,更换全新的刀具,并降低刀杆高度以减轻刀具切削震动,再次进行试加工,加工效果进一步有所改善。
6、将系统最小检测单位设定为0.1um(CMR扩大10倍),但加工效果改善不明显。
结果:
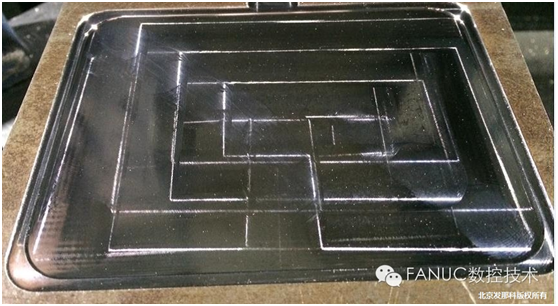
经过上述调试,工件表面圈纹问题得以顺利解决,用户满意。最终加工效果如下图所示:
文章摘自北京发那科
- 上一篇:预置键的设置 2018/10/27
- 下一篇:2018年9月份金属切削机床产量比8月增加0.16万台 2012/5/21